3.1.3 Arbeitsplätze (CR03)
Migration Maschinenarbeitsplätze
Maschinenarbeitsplätze Extrusion
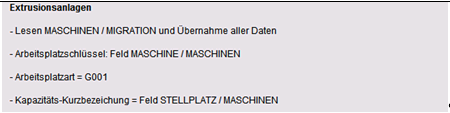
Die Maschinenarbeitsplätze für die Extrusion entsprechen der Anlagen ID in mapics. Aus der Bezeichnung geht der Stellplatz hervor. Vgl. Programmieranforderung:
Arbeitsplatz "TANNA": Platzhalter im Vorgang im Arbeitsplan. Wird nach der Einplanung durch konkreten Maschinenarbeitsplatz ersetzt.
Maschinenarbeitsplätze Kaschierung
Die Maschinenarbeitsplätze für die Kaschierung ergeben sich nach der gleichen Logik wie für die Extrusion.

Arbeitsplatz "KASCHIER": Platzhalter im Vorgang im Arbeitsplan. Wird bei der Vorgangsrückmeldung zum Auftrag durch konkreten Maschinenarbeitsplatz ersetzt.
Maschinenarbeitsplätze sonstige
Für die Bereiche DEA, IKD, Stanze, Packerei, Schneidanlage sind Arbeitsplätze angelegt.
| Bereich | Anlage | Stellplatz |
|---|---|---|
| IKD | TSEA1 | TSEA1 |
| DEA | T_DEA | TDEA1 |
| Stanze | S0003 | TSTA1 |
| Schneidanlage (Dekorfolie) | T_SA1 | T_SA1 |
| Schneidanlage (Schutzfolie) | T_SA2 | T_SA1 |
- Arbeitsplatz "Buendel": fiktiver Arbeitsplatz; Indikator für Bündelprofile
- Arbeitsplatz "UMHAND": außerplanmäßige Umhandlingsaktivitäten können abgebildet werden
Migration Werkzeugarbeitsplätze
Werkzeugarbeitsplätze Extrusion
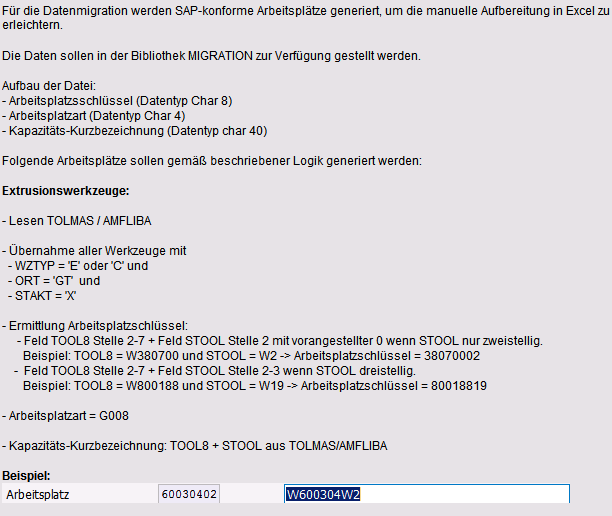
Jedes physische Werkzeug ist ein Werkzeugarbeitsplatz, dessen Eigenschaften in der Arbeitsplatzklassifizierung charakterisiert sind. Folgende Regel gilt für die Arbeitsplatzgenerierung für SAP:
Werkzeugarbeitsplätze Kaschierung
Für die Kaschierung wird pro Kaschiertyp ein Arbeitsplatz angelegt. An diesem Arbeitsplatz werden alle notwendigen technischen Informationen mittels Klassifizierungssystem (Merkmalen) hinterlegt.
Folgende Logik ist für die Ableitung und Bezeichnung der Kaschierwerkzeuge definiert:
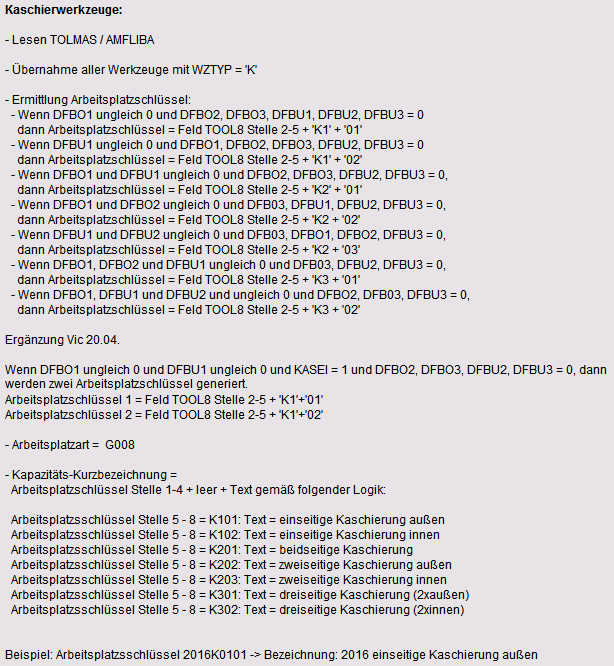
Beispiel für Geometrie 6015:

Arbeitsplatzpflege CR02 CR01
Über die Transaktion CR02 können Arbeitsplätze geändert, über die Transaktion CR01 können Arbeitsplänen angelegt werden.
Pflege Maschinenarbeitsplätze Extrusion
Der Einstieg mit CR2 erfolgt über die Kombination Werk und Arbeitsplatz (→Anlagen_ID)

Über die Eingabehilfe oder F4 ist die Suche über die Bezeichnung (Stellplatz) möglich.

Nach Enter wird der zum Stellplatz T03 passende Arbeitsplatz angezeigt.
Anmerkung: Die Anlagenstellplätze sind von T01.1-T22.2 definiert

Nach Enter wird dieser ins Eingabefeld übernommen:

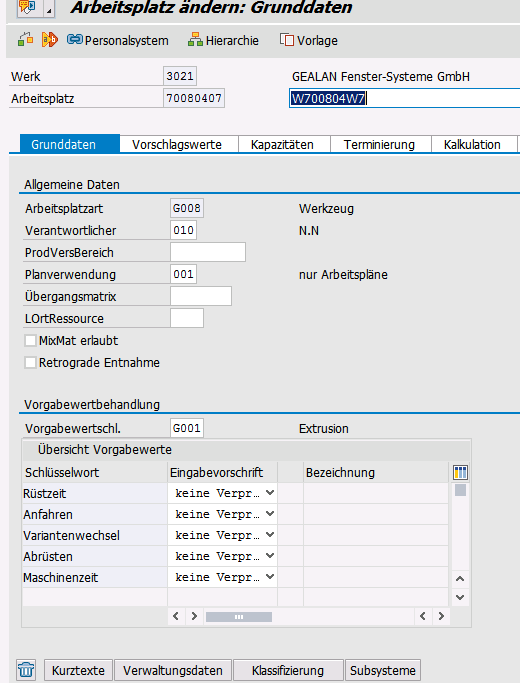
Reiter Grunddaten
In der ersten Ansicht öffnet sich der Reiter Grunddaten
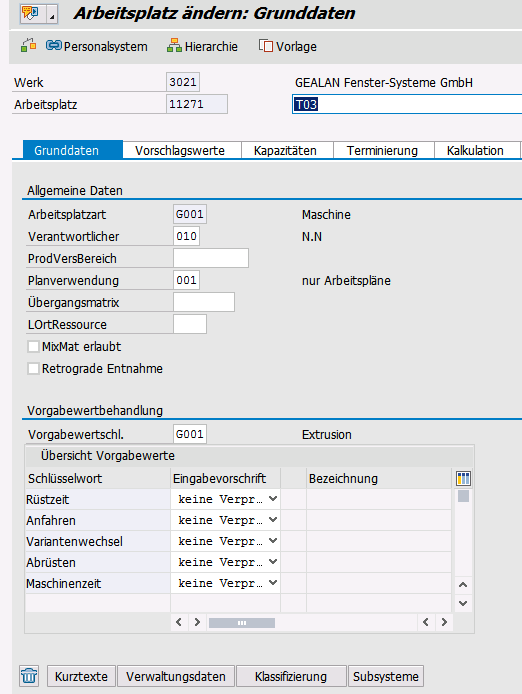
Folgende Daten sind relevant:
| Feld | Wert/Bedeutung |
|---|---|
| Arbeitsplatzart | G001 für Maschinen, G008 für Werkzeuge |
| Verantwortlicher | 010 (Arbeitsvorbereitung) |
| Planverwendung | 001 (für Arbeitspläne) |
| Vorgabewertschl. | G001 |
![]()
![]()
> Von der Arbeitsplatzart ist es abhängig, welche Daten im Stammsatz des Arbeitsplatzes gepflegt werden können.
Vorgabewertschlüssel G001 legt die Vorgabewerte für die Leistungsarten fest:
- Extrusion: Rüstzeit, Anfahren, Variantenwechsel, Abrüsten, Maschinenzeit
- Sonstige: Rüstzeit, Maschinenzeit

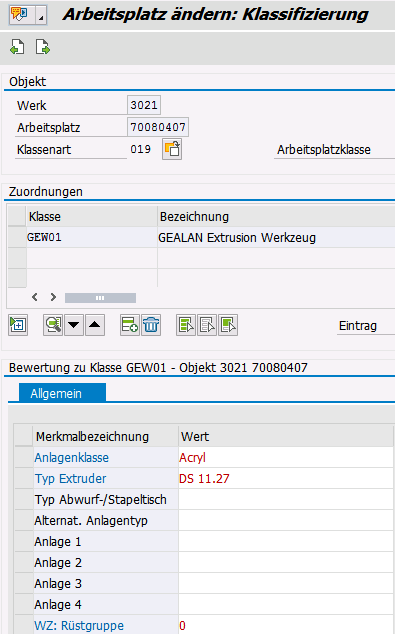
Button Klassifizierung
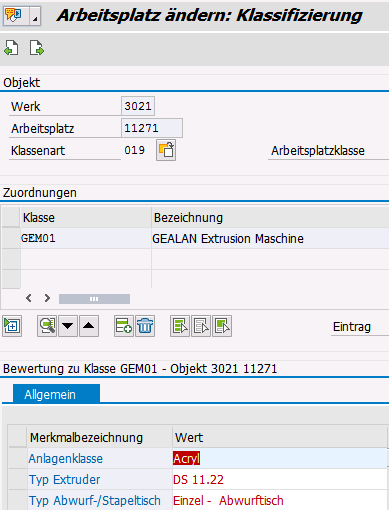
- Anlagenklasse

- Typ Extruder
- Typ Abwurf -/Stapeltisch: Die oben genannten Merkmale dienen als Einplanhilfe von Extrusionswerkzeugen mit gleichen Merkmalen
Reiter Vorschlagswerte
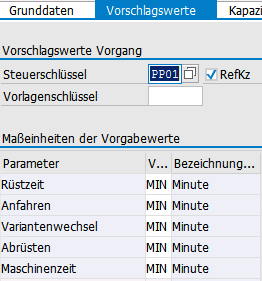
| Feld | Wert |
|---|---|
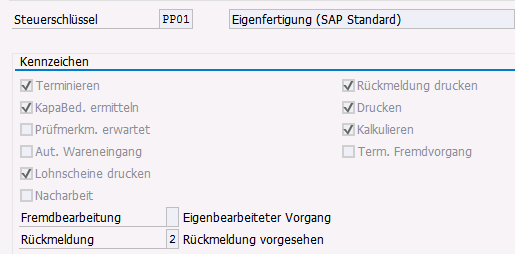
| Steuerschlüssel | PP01 |
| REfKz | Haken immer gesetzt; legt fest, dass der Steuerschlüssel im Fertigungsauftrag nicht geändert werden kann |
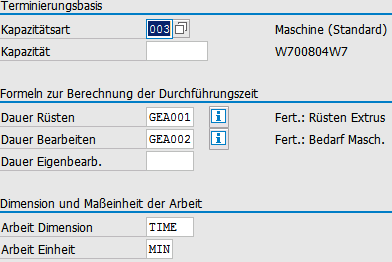
Reiter Kapazitäten
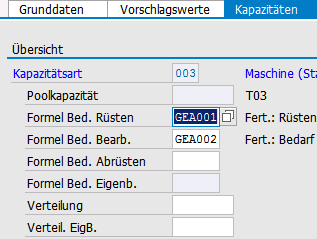
Formel Bed. Rüsten: GEA001;→ Rüstzeit + Anfahren + Variantenwechsel + Abrüsten- Formel Bed. Bearb.: GEA002; → Maschinenzeit * Menge / Basismenge
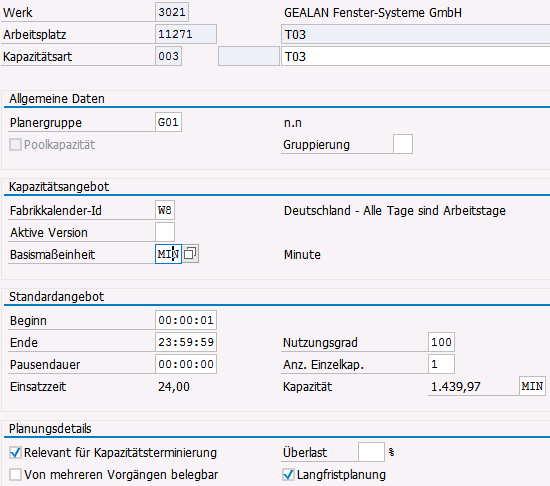
Button Kapazität
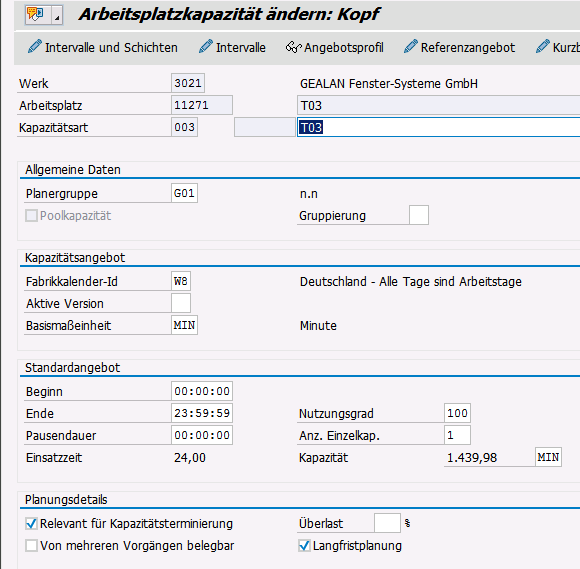
| Feld | Wert |
|---|---|
| Kapazitätsart | immer 003 |
| Planergruppe | immer G01 (Arbeitsvorbereitung) |
| Fabrikkalender-Id | immer W8 |
| Basismaßeinheit | immer MIN |
| Beginn | immer 00:00:00 |
| Ende | immer 23:59:59 |
| Nutzungsgrad | immer 100 |
| Anz. Einzelkapazitäten | in Abhängigkeit von Einzel (immer 1) und-Sammelkapazität (z.B. TANNA: 40) |
| Relevant für Kapaterminierung | Haken immer gesetzt |
| Langfristplanung | Haken immer gesetzt |
Reiter Terminierung
Folgende Festwerte:
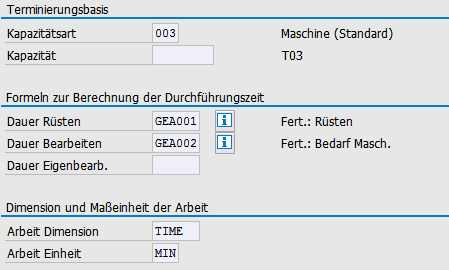
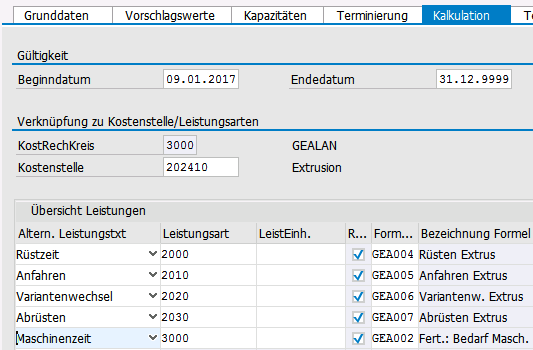
Reiter Kalkulation
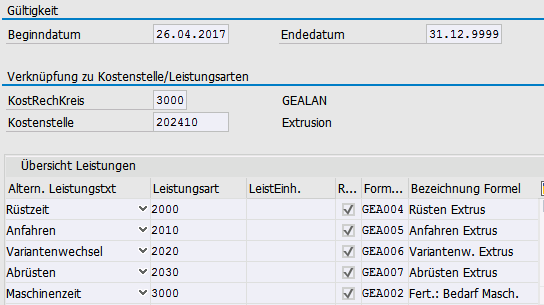
- Kostenstelle: Extrusion
Die Leistungsarten sind mit entsprechenden Formeln charakterisiert.
Das Referenzkennzeichen ist immer gesetzt. (→Leistungsarten werden als Vorschlagswert in den Arbeitsplan übernommen und sind nicht änderbar)
Pflege Maschinenarbeitsplätze Kaschierung
Der Einstieg mit CR2 erfolgt über die Kombination Werk und Arbeitsplatz (→Anlagen_ID)
Über die Eingabehilfe oder F4 ist die Suche über die Bezeichnung (Stellplatz) möglich.

Nach Enter wird der zum Stellplatz passende Arbeitsplatz angezeigt
Anmerkung: Die Anlagenstellplätze sind von TFUX1-TFUX8 definiert.

Reiter Grunddaten
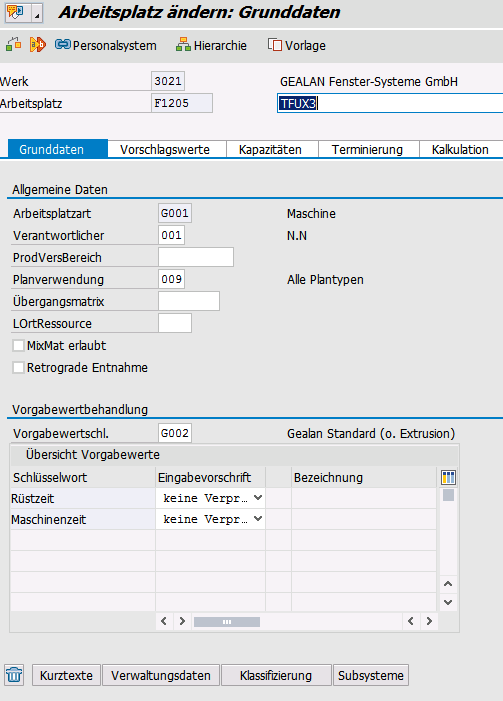
| Feld | Wert |
|---|---|
| Arbeitsplatzart | G001 für Maschinen, G008 für Werkzeuge |
| Verantwortlicher | 010 (Arbeitsvorbereitung) |
| Planverwendung | 001 (für Arbeitspläne) |
| Vorgabewertschl. | G002 |
Reiter Vorschlagswerte

| Feld | Wert |
|---|---|
| Steuerschlüssel | PP01 |
| REfKz | Haken immer gesetzt |
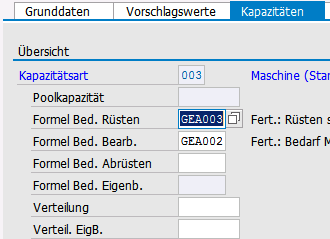
Reiter Kapazitäten
| Feld | Formel |
|---|---|
| Formel Bed. Rüsten | GEA003;→ Rüstzeit |
| Formel Bed. Bearb. | GEA002; → Maschinenzeit * Menge / Basismenge |
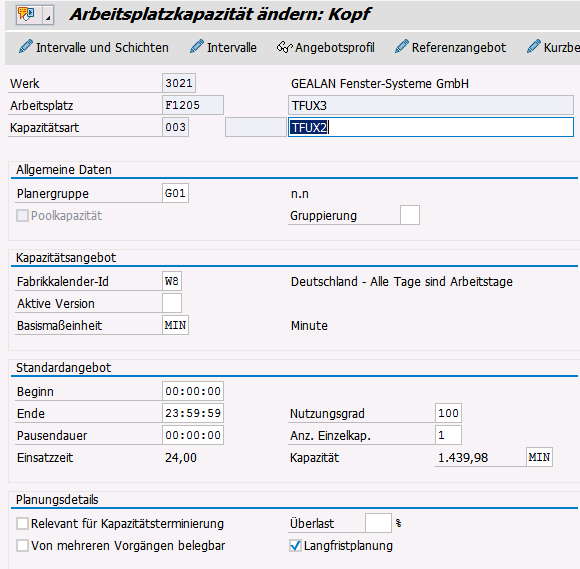
Button Kapazität
| Feld | Wert |
|---|---|
| Kapazitätsart | immer 003 |
| Planergruppe | immer G01 (Arbeitsvorbereitung) |
| Fabrikkalender-Id | immer W8 |
| Basismaßeinheit | immer MIN |
| Beginn | immer 00:00:00 |
| Ende | immer 23:59:59 |
| Nutzungsgrad | immer 100 |
| Anz. Einzelkapazitäten | in Abhängigkeit von Einzel (immer 1) und-Sammelkapazität (z.B. Kaschier: 8) |
| Relevant für Kapazitätsterminierung | Haken immer gesetzt |
| Langfristplanung | Haken immer gesetzt |
Reiter Terminierung
Folgende Festwerte:

Reiter Kalkulation
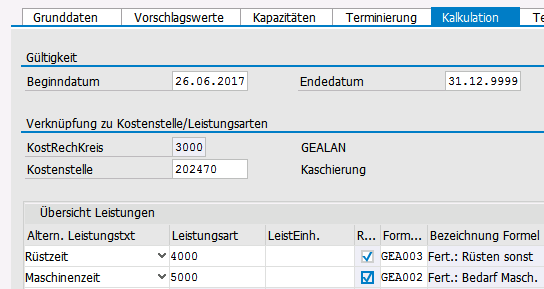
- Kostenstelle: Kaschierung
Pflege Maschinenarbeitsplätze sonstige
Sonstige Arbeitsplätze werden nach dem gleichen Muster wie oben beschrieben gepflegt. Für die Arbeitsplätze UMHAND und BUENDEL ist lediglich der Steuerschlüssel ZD zu setzen. Ansonsten ist auf die richtige Kostenstelle zu achten (z.B. MISCH-Arbeitsplatz: Mischerei)
| Arbeitsplatz | Art | Bezeichnung |
|---|---|---|
| Buendel | G008 | Bündelung |
| UMHAND | G001 | Umhandling |
| MISCH | G001 | Mischen |
| REC | G001 | Recycling Profile |
| T_SA1 | G001 | Dekorfolienschneidanlage |
| T_SA2 | G001 | Schutzfolienschneidanlage |
| Packerei | G001 | Packerei |
| TDEA3 | G001 | TDEA1 |
| F0172 | G001 | TFUX1 |
| F0678 | G001 | TFUX2 |
| D1320 | G001 | TFUX3 |
| P0892 | G001 | TFUX4 |
| W0331 | G001 | TFUX5 |
| P1425 | G001 | TFUX6 |
| P3546 | G001 | TFUX7 |
| F1205 | G001 | TFUX8 |
| SEA01 | G001 | TSEA1 |
| S0003 | G001 | TSTA1 |
Pflege Werkzeugarbeitsplätze Extrusion
Der Einstieg mit CR2 erfolgt über die Kombination Werk und Arbeitsplatz
Über die Eingabehilfe oder F4 ist die Suche über die Bezeichnung möglich. Bei der 700804 ist z.B. die Nummer nicht bekannt.
Nach Enter werden die angelegten Werkzeugarbeitsplätze angezeigt.

Beispiel für 70080407:
Reiter Grunddaten
| Feld | Wert |
|---|---|
| Arbeitsplatzart | G001 für Maschinen, G008 für Werkzeuge |
| Verantwortlicher | 010 (Arbeitsvorbereitung) |
| Planverwendung | 001 (für Arbeitspläne) |
| Vorgabewertschl. | G001 |
Button Klassifizierung

| Merkmal | Beschreibung |
|---|---|
| Anlagenklasse | |
| Typ Extruder | wie bekannt (Übernahme 1:1) |
| Typ Abwurf -/Stapeltisch |  |
| Alternativ. Anlagentyp | wie Typ Extruder |
| Anlage1-4 | Übernahme 1:1 Maschinenrestriktionen für das Werkzeug |
| Rüstgruppe | Übernahme 1:1 |
| Standard-Werkzeug | Übernahme 1:1 |
| IST-Abzug | Übernahme 1:1 |
| Soll-Abzug | Übernahme 1:1 |
| KNG-Soll | Übernahme 1:1 |
| KNG-Ist | Übernahme 1:1 aus KNG (30/40) [bezogen auf Variantenwechsel und Extrudieren] |
| Tool8 | Übernahme 1:1 |
> Aus den oben genannten Merkmalen wird die Vorgabe für die Maschinenzeit im Arbeitsplan ermittelt (vgl. 3.1.4 Arbeitspläne)
Reiter Vorschlagswerte
| Feld | Wert |
|---|---|
| Steuerschlüssel | PP01 |
| REfKz | Haken immer gesetzt |
Reiter Kapazitäten
| Feld | Formel |
|---|---|
| Formel Bed. Bearb. | GEA002; → Maschinenzeit * Menge / Basismenge |
Button Kapazität
| Feld | Wert |
|---|---|
| Kapazitätsart | immer 003 |
| Planergruppe | immer G01 (Arbeitsvorbereitung) |
| Fabrikkalender-Id | immer W8 |
| Basismaßeinheit | immer MIN |
| Beginn | immer 00:00:00 |
| Ende | immer 23:59:59 |
| Nutzungsgrad | immer 100 |
| Anz. Einzelkapazitäten | immer 1 |
| Relevant für Kapazitätsterminierung | Haken immer gesetzt |
| Langfristplanung | Haken immer gesetzt |
Reiter Terminierung
Folgende Festwerte:
Reiter Kalkulation Werkzeuge Extrusion
- Kostenstelle: Extrusion
Pflege Werkzeugarbeitsplätze Kaschierung
Der Einstieg mit CR2 erfolgt über die Kombination Werk und Arbeitsplatz (→Anlagen_ID)
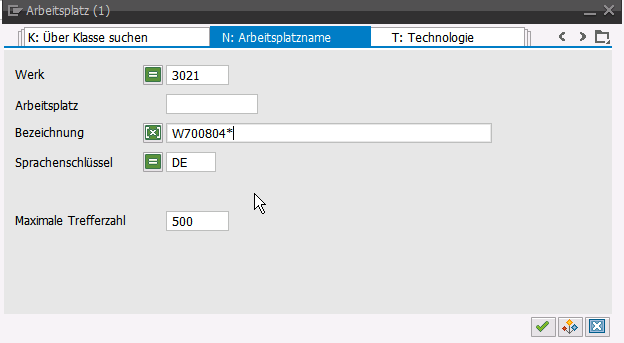
Über die Eingabehilfe oder F4 ist die Suche über die Bezeichnung (vgl. Geometrie) möglich.

Nach Enter werden entsprechende Arbeitsplätze angezeigt

Beispiel: 8092K101
Reiter Grunddaten
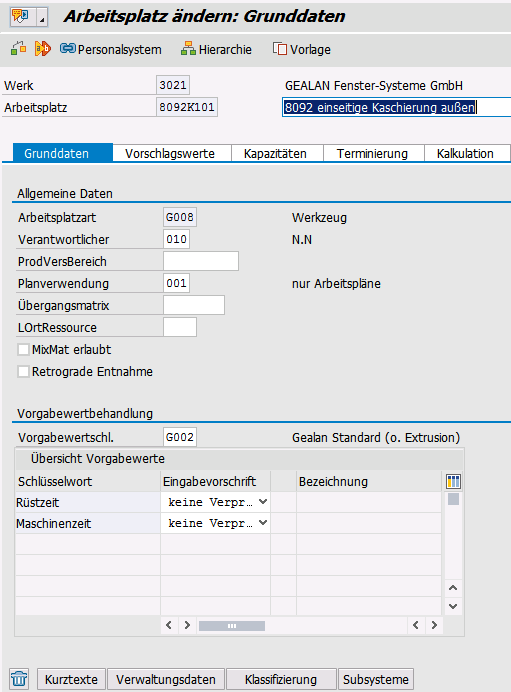
| Feld | Wert |
|---|---|
| Arbeitsplatzart | G001 für Maschinen, G008 für Werkzeuge |
| Verantwortlicher | 010 (Arbeitsvorbereitung) |
| Planverwendung | 001 (für Arbeitspläne) |
| Vorgabewertschl. | G002 |
Button Klassifizierung
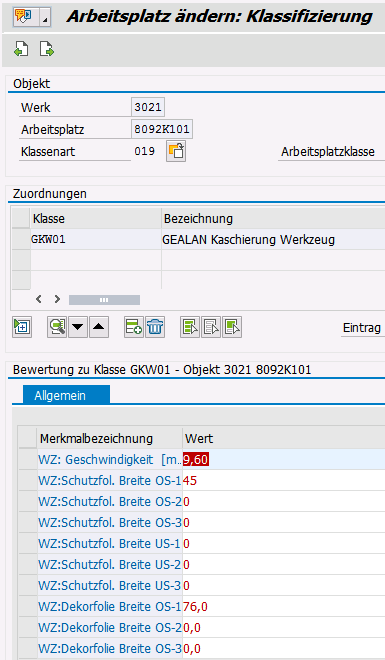

| Merkmal | Beschreibung |
|---|---|
| Geschwindigkeit | Übernahme 1:1 |
| Breiten in Schutzfolie und Dekorfolie | Übernahme 1:1 |
| Kaschierseiten | Übernahme 1:1 |
| Rüstgruppe | Übernahme 1:1 |
| Rüstzeit | Übernahme Rüsteinheiten in min |
| TOOL8 | Übernahme 1:1 |
Reiter Vorschlagswerte
| Feld | Wert |
|---|---|
| Steuerschlüssel | PP01 |
| REfKz | Haken immer gesetzt |
Reiter Kapazitäten
- Keine Relevanz
Button Kapazität
| Feld | Wert |
|---|---|
| Kapazitätsart | immer 003 |
| Planergruppe | immer G01 (Arbeitsvorbereitung) |
| Fabrikkalender-Id | immer W8 |
| Basismaßeinheit | immer MIN |
| Beginn | immer 00:00:00 |
| Ende | immer 23:59:59 |
| Nutzungsgrad | immer 100 |
| Anz. Einzelkapazitäten | immer 1 |
| Relevant für Kapazitätsterminierung | Haken immer gesetzt |
| Langfristplanung | Haken immer gesetzt |
Reiter Terminierung
Folgende Festwerte:
Reiter Kalkulation Werkzeuge Kaschierung
- Kostenstelle: Kaschierung
Neuanlage Arbeitsplätze CR01
Bei der Neuanlage von Arbeitsplätzen ist die Vorgabe eines identisch ausgeprägten Vorlagearbeitsplatzes empfehlenswert.
Beispiel: Neues Extrusionswerkzeug (7008 acryl W6)
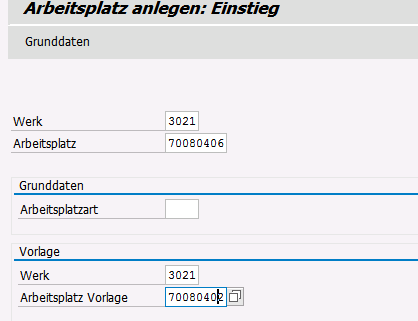
Als Arbeitsplatz-Vorlage dient im Beispiel 70080402. Im nächsten Fenster werden alle relevanten Sichten angewählt und über Button Kopieren übernommen.
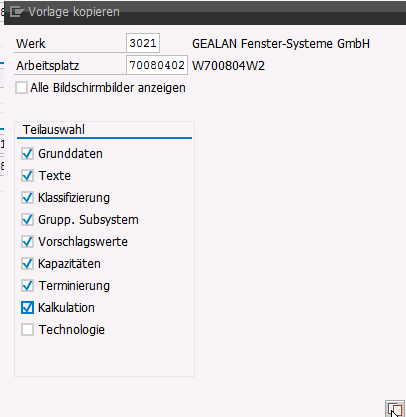
Der Feldinhalt kann im jeweiligen Reiter bzw. Button für Klassifizierung überprüft und ggf. abgeändert werden.
Achtung: insbesondere Klassifizierung prüfen!
Im Reiter Grunddaten ist die Bezeichnung anzupassen:
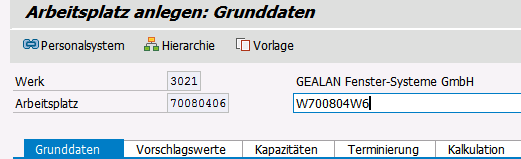
Mit Speichern kommt die Meldung, dass Arbeitsplatz hinzugefügt wurde.
![]()