3.1.4 Arbeitspläne (CA03)
Generelle Logik für Arbeitspläne
Es existieren Gruppenarbeitspläne bzw. Werkzeugarbeitspläne für mehrere Materialien.
Grundsätze
- Bezugsmenge ist immer Meter (auch bei Stückartikel)
- Plangruppe und Plangruppenzähler definieren einen eindeutigen Arbeitsplan (Physisches WZ Extrusion)
Plangruppe (achtstellig)
Externe Nummerierung mit Präfix "W"
Plangruppenzähler
| Bereich | Bedeutung |
|---|---|
| 1 | kennzeichnet bei Datenübernahme immer das Standard-Werkzeug |
| 2-9 | Werkzeugalternativen (Einstufig; relevant für Extrusion) |
| 10-19 | Extr+Kaschierung (inkl. weiterer Fertigungsschritte (mehrstufige Fertigung) |
| 20-29 | DEA (inkl. ggfs. WZ-Alternativen) (mehrstufige Fertigung) |
| 30-39 | Schaumanlage (inkl. ggfs. WZ-Alternativen) (mehrstufige Fertigung) |
| 40-49 | DEA+Schaumanlage (inkl. ggfs. WZ-Alternativen) (mehrstufige Fertigung) |
| 50-59 | Stanze (inkl. ggfs. WZ-Alternativen) (mehrstufige Fertigung) |
Losgrößenbereich
Der Losgrößenbereich ist für sämtliche Arbeitspläne von 1-999999 zu hinterlegen. Die Steuerung der automatischen Stammdatenselektion für Planaufträge erfolgt über das Kennzeichen AlternSelektion (i.V.m. der Fertigungsversionsnummer – geringste hat höchste Prio).
Feste Vorgangsnummern
| Vorgang | Nummer |
|---|---|
| Folienzuschnitt | "0005" |
| Extrusion | "0010" |
| Bündelung (Extrusion) | "0011" |
| Kaschierung Oberseite | "0040" |
| Kaschierung Oberseite2 | "0041" |
| Kaschierung Unterseite | "0050" |
| Kaschierung Unterseite2 | "0051" |
| DEA | "0100" |
| Schaumanlage | "0110" |
| Stanzen | "0120" |
| Umhandling | "0010" |
Migration Arbeitspläne
Werkzeugarbeitspläne Extrusion
| Attribut | Wert |
|---|---|
| Plangruppe | Hauptwerkzeug (Tool8) |
| Plangruppenzähler | vgl. Generelle Logik |
| Bezeichnung | "W+[Werkzeugarbeitsplatz]+weitere Fertigungsstufe(n)" |
Beispiel für Arbeitsplan einstufige Fertigung:


Leistungsarten für die Extrusion
Aus dem Controlling (vgl. Arbeitsplatzpflege):
| Leistungsart | Code |
|---|---|
| Rüsten | 2000 |
| Anfahren | 2010 |
| Variantenwechsel | 2020 |
| Abrüsten | 2030 |
| Maschinenzeit | 3000 |
Für das Rüsten und die Maschinenzeit werden Vorgabewerte definiert.
| Vorgabe | Wert |
|---|---|
| Rüsten | immer 360min |
| Maschinenzeit | Kehrwert der Geschwindigkeit (Ist-od. ersatzweise Soll) unter Berücksichtigung des KNG (30/40) oder ersatzweise des KNG-Soll |
Beispiel für Arbeitsplan mehrstufige Fertigung:


Werkzeugarbeitspläne Kaschierung
| Attribut | Wert |
|---|---|
| Plangruppe | "W+ Geometrie+ K[Zahl für Kaschierseiten]+ [Buchstabe für Variante]" |
| Plangruppenzähler | vgl. Generelle Logik |
| Bezeichnung | "Geometrie+ Kennung für Kaschierung+ weitere Fertigungsstufe(n)" |
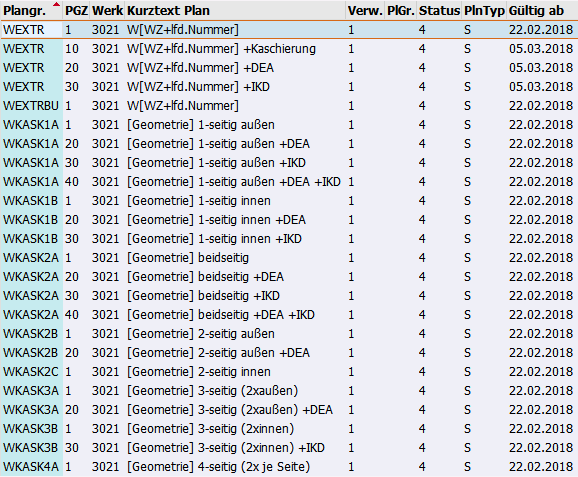
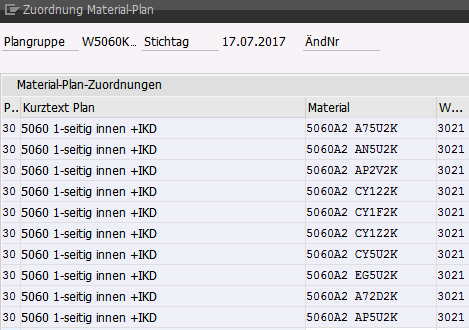
Beispiele für Geometrien 6360 und 8092
| Material | Arbeitsplan | Bezeichnung | PGZ |
|---|---|---|---|
| 6360A2 701605 | W6360K3B | 6360 3-seitig (2xinnen) +IKD | 30 |
| 636010 | W6360K1A | 6360 1-seitig außen | 1 |
| 636010 INNEN | W6360K2C | 6360 2-seitig innen | 1 |
| 636024 | W6360K3B | 6360 3-seitig (2xinnen) | 1 |
| 636043 AI172J | W6360K2C | 6360 2-seitig innen | 1 |
| 8092A2EA72D2K | W8092K1B | 8092 1-seitig innen +IKD | 30 |
| 809210 INNEN | W8092K1B | 8092 1-seitig innen | 1 |
| 809210V | W8092K1A | 8092 1-seitig außen | 1 |
| 809223VAL2LK | W8092K1B | 8092 1-seitig innen +DEA | 20 |
| 809223 16142T | W8092K2A | 8092 beidseitig | 1 |
Beispiel für Arbeitsplan einstufige Fertigung:


Leistungsarten für die Kaschierung
Aus dem Controlling (vgl. Arbeitsplatzpflege):
| Leistungsart | Code |
|---|---|
| Rüsten | 4000 |
| Maschinenzeit | 5000 |
Für das Rüsten und die Maschinenzeit werden Vorgabewerte definiert.
| Vorgabe | Wert |
|---|---|
| Rüsten | Rüsteinheiten umgerechnet in Minuten |
| Maschinenzeit | Kehrwert der Geschwindigkeit aus Werkzeugstamm |
Beispiel für Arbeitsplan mehrstufige Fertigung:


Sonstige Arbeitspläne
Normalarbeitspläne (CA03)
Alle sonstigen Artikel werden über einen Arbeitsplan pro Lieferant im Lagerstamm (mapics) zugeordnet.

Für die Kalkulation wird beim Schneiden zwischen Schutzfolie und Dekorfolie unterschieden:
- W0SCHUFO
- W000DEKO
Standardarbeitspläne (CA13)
Alle übrigen außerplanmäßigen Abläufe in der Produktion werden über einen FAUF mit der Auftragsart "ZGUM" über Standardarbeitspläne (mit dem Arbeitsplatz "UMHAND"). Die Plangruppe heißt UMHAND.
Achtung: SST LFS läuft immer unter "141"
![]()
![]()
Desweiteren dienen Standardarbeitspläne als Kopiervorlage für die Normalarbeitspläne, welche für die Fertigung benötigt werden. (vgl. hierzu Pflege Arbeitspläne)
Pflege Arbeitspläne CA02 CA01
Arbeitsplanpflege für Extrusion
Beispiel: Arbeitsplan zum Artikel 600104QRAL 7016

![]()
Kopfübersicht
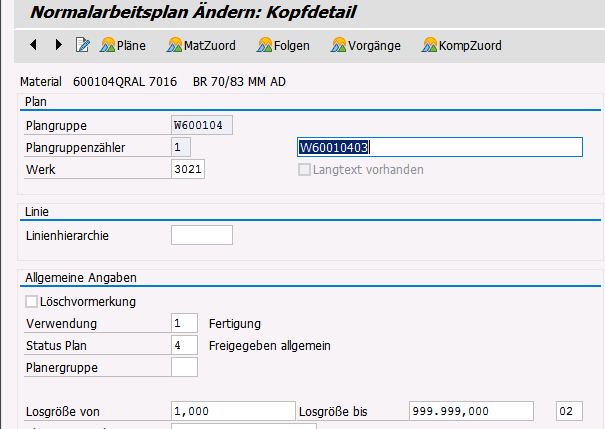
| Feld | Wert |
|---|---|
| Bezeichnung | W+[Werkzeugarbeitsplatz] |
| Werk | immer 3021 |
| Verwendung | 1 |
| Status Plan | 4 |
| Losgröße | von 1-999999 (immer in 02!) |
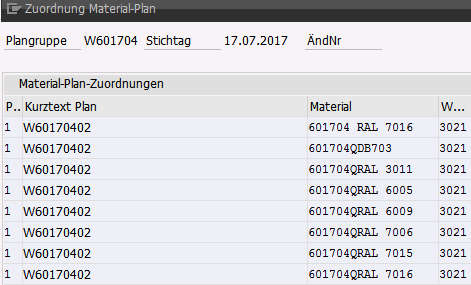
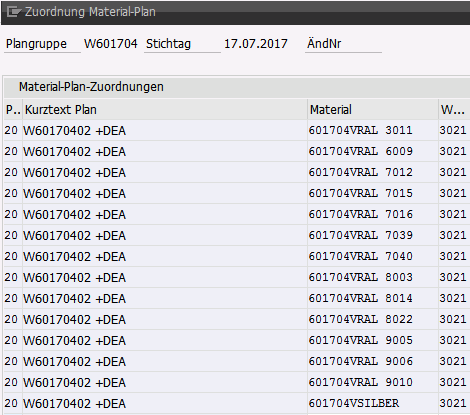
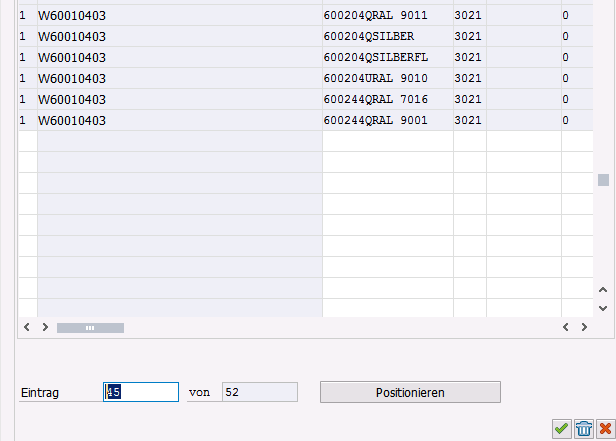
Über den Button ![]() können Materialien gelöscht oder zugeordnet werden.
können Materialien gelöscht oder zugeordnet werden.
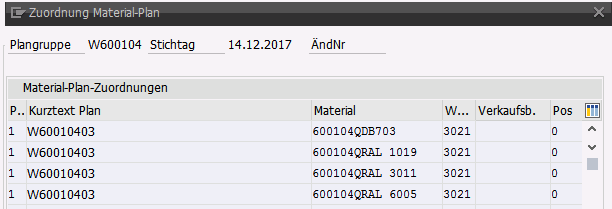
Für das Zuordnen kann man ans Ende (im Beispiel zum Eintrag 52) navigieren und nach Enter das neue Material mit Eingabe von Plangruppe (1), Material (600204QRAL 5007) und Werk (3021) einhängen.

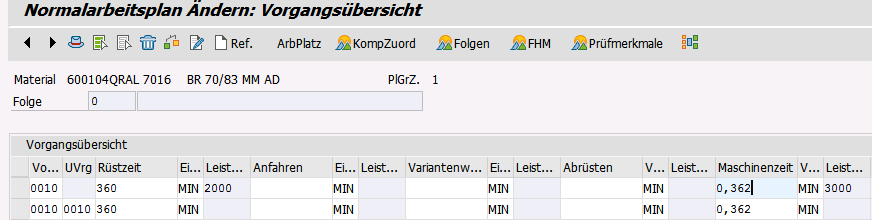
Über den Button ![]() werden die Vorgänge angezeigt.
werden die Vorgänge angezeigt.

- Mit Klick auf die Vorgangsnummer werden die Vorgangsdetails angezeigt.
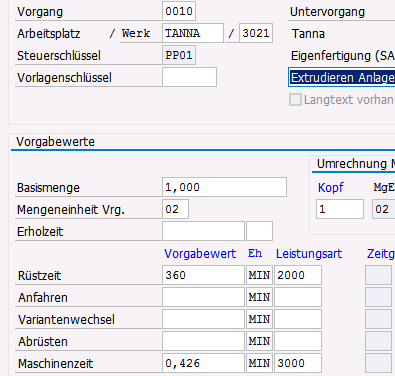
> Neben den Vorgabezeiten für das Rüsten und die Maschinenzeit sind folgende Eingaben relevant.

![]()
Im Untervorgang (Werkzeug) ist das Feld KalkRelevanz blank zu setzen!
- Mit Klick auf den Arbeitsplatz wird dieser angezeigt. Im WZ-Arbeitsplatz stehen z.B. folgende Werte, aus denen die Vorgabe der Maschinenzeit (min/m) abgeleitet wird:

Vorgabe Maschinenzeit: 1/(Ist-Abzug*(KNG Soll/100))
1/(3,68*0,75) → 0,362
Basis für den KNG ist immer der Wert KNG-Soll
Wenn kein Ist-Werte für die Geschwindigkeit vorliegt gilt der Soll-Werte als Referenz.
Im Beispiel wurde die Vorgabezeit im Vorgang exemplarisch auf den neuen Wert korrigiert.
Über den Button ![]() können Komponenten zum jeweiligen Vorgang zugeordnet werden.
können Komponenten zum jeweiligen Vorgang zugeordnet werden.
Relevant für mehrstufige Fertigung Extrusion (→Plangruppenzähler "20", "30" bzw. unter mapics "K41", "K43"-Artikel). Die DEA-bzw. Schaumkomponenten werden dem entsprechenden Vorgang zugeordnet.
Beispielsweise relevant für die Produktionsvariante 802704 mit Dichtung:
Die zuzuordnende Position markieren und Klick auf Neuzuordnen
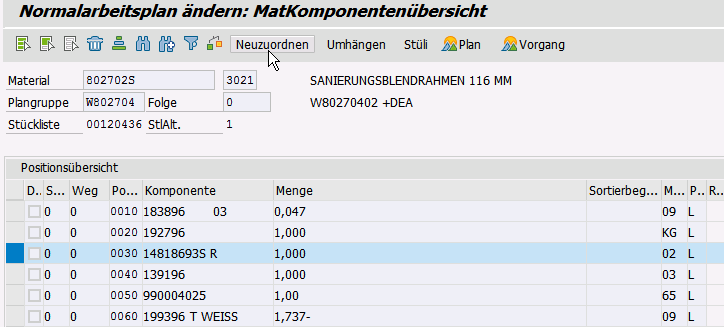
Eingabe der Vorgangsnummer (DEA=0100; SEA=0110)

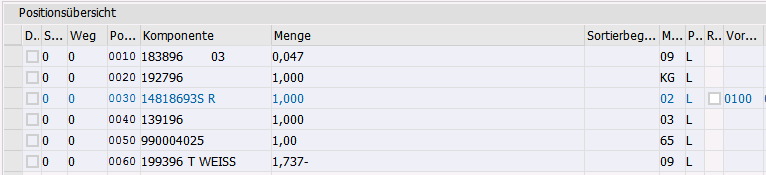
Die Dichtung ist dem Vorgang 0100 zugeordnet. Über Button ![]() wird die Zuordnung gespeichert.
wird die Zuordnung gespeichert.
Der Vorgang der Komponentenzuordnung ist für jedes Material einzeln nötig.
Pflege Arbeitspläne Kaschierung
Beispiel: Arbeitsplan zum Artikel 600122Q

![]()
Kopfübersicht
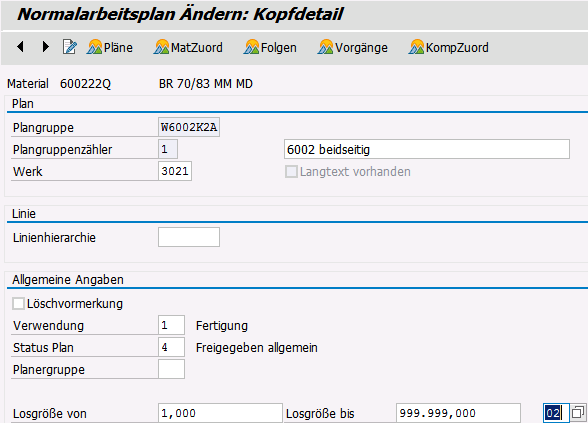
| Feld | Wert |
|---|---|
| Bezeichnung | W+[Werkzeugarbeitsplatz] |
| Werk | immer 3021 |
| Verwendung | 1 |
| Status Plan | 4 |
| Losgröße | von 1-999999 (immer in 02!) |
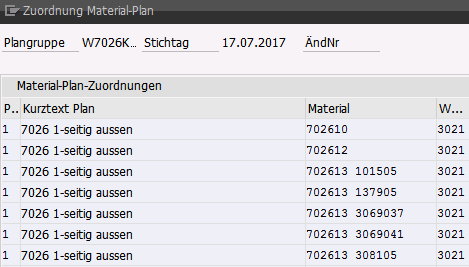
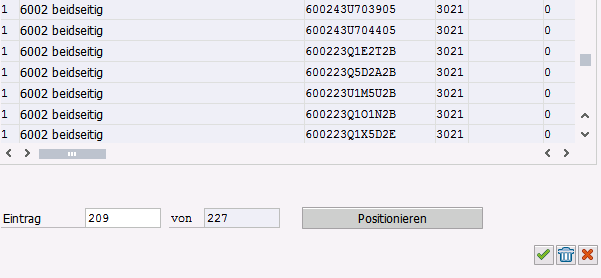
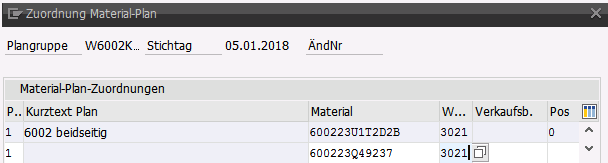
Über den Button ![]() können Materialien gelöscht oder zugeordnet werden.
können Materialien gelöscht oder zugeordnet werden.
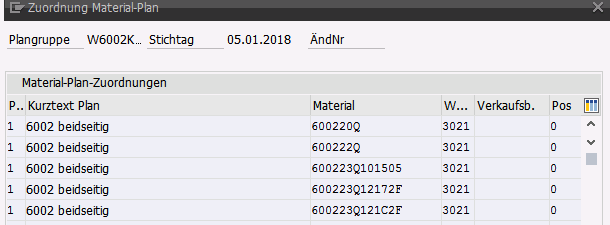
Für das Zuordnen kann man ans Ende (im Beispiel zum Eintrag 227) navigieren und nach Enter das neue Material mit Eingabe von Plangruppe (1), Material (600204QRAL 5007) und Werk (3021) einhängen.
Über den Button ![]() werden die Vorgänge angezeigt.
werden die Vorgänge angezeigt.

- Mit Klick auf die Vorgangsnummer werden die Vorgangsdetails angezeigt.
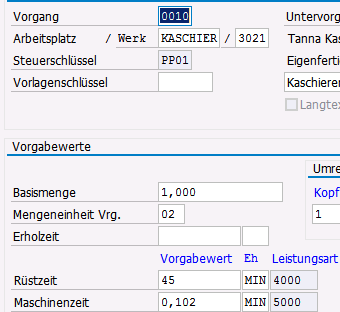
> Neben den Vorgabezeiten für das Rüsten und die Maschinenzeit sind folgende Eingaben relevant.
![]()
Im Untervorgang (Werkzeug) ist das Feld KalkRelevanz blank zu setzen!
- Mit Klick auf den Arbeitsplatz wird dieser angezeigt. Im WZ-Arbeitsplatz stehen z.B. folgende Werte, aus denen die Vorgabe der Maschinenzeit (min/m) abgeleitet wird:


Vorgabe Maschinenzeit: 1/Geschwindigkeit
1/9,84 → 0,102
Neuanlage von Arbeitsplänen
Bei Neuanlagen von Arbeitsplänen ist die Anlage über Vorlagen empfehlenswert. Die Vorlagen werden in Standardarbeitsplänen angelegt.
Hinweis: Bei der Kopie von bereits vorhandenen Werkzeugarbeitsplänen bestünde das Problem, dass die Artikelzuordnung mitkopiert wird.
Vorsicht bei Bündelprofilen (z.B. 324500): Grundkörper in separaten Plan, da diese nicht gebündelt werden.
Die verschiedenen Fertigungsvarianten bzw. Arbeitsplanvarianten sind im folgenden Bild dargestellt.